

 当前位置:
当前位置:

 资阳自动化生产线类订制
资阳自动化生产线类订制 推荐产品
推荐产品





 推荐新闻
推荐新闻


 在线留言
在线留言 详情内容
详情内容

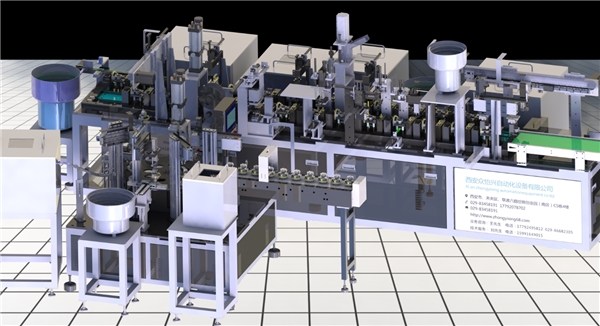
马达生产自动线
电机零部件的机械加工;铁心制造工艺;绕组制造工艺;鼠笼转子制造工艺;换向器、滑环及电刷装置制造工艺;电机装配工艺。电机典型结构电机零部件的机械加工电机零部件的互换性中心高(自轴中心至底脚平面的高度H);轴伸直径D和长度E,键槽宽度F和轴槽深G;底脚孔的横向中心距离A及其对中心线的距离A/2;底脚孔的轴向中心距离B以及轴伸肩至第一个底脚孔的距离C;底脚孔的直径K;定子内径与转子外径;端盖和机座止口的配合尺寸;轴承与轴承档和轴承室的配合尺寸;外风扇和外滑环的配合尺寸;电机零部件的机械加工电机气隙对电机的电气性能影响很大;
电机端盖与机座的结构刚性一般,在加工装夹是容易变形;一般电机的结构尺寸的精度为IT6~IT11;电机机座加工电机机座的类型铸铁机座;压铸铝合金机座;钢板焊接机座;电机机座加工的工艺方案以止口、端面为定位基准面;以底脚平面和底脚孔为定位加工其他部位;电机端盖加工端盖起着支承电机转动部分、确定电机定转子相对位置,因此端盖的刚度、尺寸精度和形位公差将会影响到定转子之间的气隙均匀度;加工的关键点在于保证端盖止口和轴承室的精度以及两者之间的同轴度以及端面对轴心线的圆跳动;目前常用的加工方案有一次装夹和两次装夹;电机端盖加工
轴加工轴是电机中关键部件之一;支承转动部件,传递力矩,并确定转动部件与定子的相对位置;轴应具有可靠的强度及刚度;同时轴的加工要求更高;轴加工铁心制造工艺铁心压装及特点外压装;内压装;铁心制造艺质量关键点采用定重量、定压力、定长度的方法,保证铁心质量。叠压系数Kfe热轧硅钢片0.95;冷轧硅钢片0.97;绕组及嵌线工艺电机的寿命和运行可靠性,主要取决于电机绕组及绝缘处理工艺!电机绕组成本占电机总成本的20~40%!绕组及嵌线工艺绝缘处理工艺。
本公司承诺:可根据客户产品特性定制适用于客户产品性能及生产需求的非标设备。


